Nachdem der Umbau auf eine variable Spindeldrehzahl so erfolgreich war und mir das Wechseln der Zahnräder für unterschiedliche Vorschübe beim Drehen und insbesondere beim Gewindeschneiden zu aufwändig war, entschloss ich mich, den Umbau auf eine elektronische Leitspindel zu wagen.
Eine Lösung sollte später aber auch auf ein vollwertiges CNC-Drehen erweiterbar sein. Deshalb kam eine fertige Lösung nur für eine elektronische Leistspindel nicht in Betracht. Die waren mir nicht universell genug. Im Netz findet man nach etwas Suche einige Umbauten, die meistens sehr aufwändig sind. Oft hat man den Eindruck, dass gerade bei der Elektronik das Rad neu erfunden wird. Um die Schrittmotoransteuerung, Timing und Beschleunigungskurven wollte ich mich auf jeden Fall nicht kümmern müssen, und zuviele neue Dreh- und Frästeile für die Umrüstung wollte ich auch nicht anfertigen.
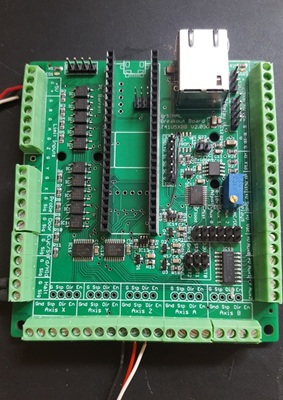
Nachdem ich mich etwas mit dem Open-Source-Project „grblHAL“ beschäftigt hatte, insbesondere mit der Version für einen Teensy Controller 4.0/4.1, für die zum Spielen und Kennenlernen der grblHAL Software auch schon ein nacktes Teensy Board reicht, beschloss ich mir ein Grbl Breakout Board T41U5XBB zuzulegen. Eine gute Beschreibung zum Aufbau und dem Drumherum gibt unter https://www.grbl.org/t41u5xbb-information.
Als Antrieb für die Z-Achse wählte ich einen IHSS-60-36-30-21-38 Schrittmotor. Der hat den Vorteil, dass man keine weiteren Leistungstreiber braucht, sondern einfach nur Spannung sowie die Signale „Step“ und „Richtung“ anschließt. Für den Motor kaufte ich gleich noch einen entsprechenden Halter, der auch die Spindellagerung beinhaltet. Die Orginal Trapezspindel mit dem Schloßkasten sollte getauscht werden durch eine 20mm Kugelumlaufsspindel, um doch deutlich bessere Genauigkeit für eventuelles CNC-Drehen zu bekommen. Die Spindel selber ist 750mm lang mit einer Doppelmutter, am Ende wird in Spindel in einem BF15 Lagerbock gelagert.

Bei einer elektronischen Leitspindel muss die aktuelle Spindeldrehzahl möglichst genau erfasst werden. Mithilfe dieser Daten wird der Schrittmotor der Z-Achse angesteuert, sodass ein genau definierter Vorschub erreicht wird. In CNC-Steuerungen wie der gewählten grblHAL kann dies einfach durch das Senden der Kommandos G93–G97 eingestellt werden. Das F-Kommando wird dann entsprechend für die unterschiedlichen Vorschubsarten ausgewertet. Für synchronisierter Vorschub gibt es dann noch den G33 Befehl. Z. Bsp G33 Z-2 K0.125 (Z-Achse mit einer Geschwindigkeit von 0,125 pro Umdrehung auf -2 bewegen), damit kann man dann z.Bsp beliebige Gewinde erstellen.
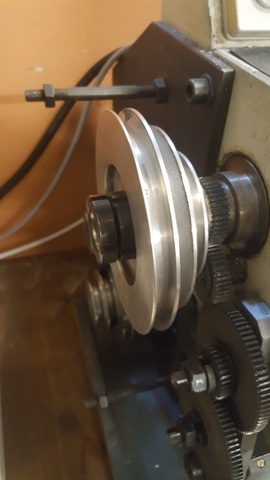
Zunächst wird das Antriebszahnrad an der Spindel durch ein Zahnriemenrad mit dem Profil T2,5, 48 Zähnen und einer Breite von 10 mm ersetzt. Ein 6 mm breiter Zahnriemen treibt dann ein weiteres Zahnriemenrad an, an dessen Welle der ausgewählte Encoder AMT 103-V sitzt.
Die erforderlichen Drehteile werden vorher noch alle gedreht.
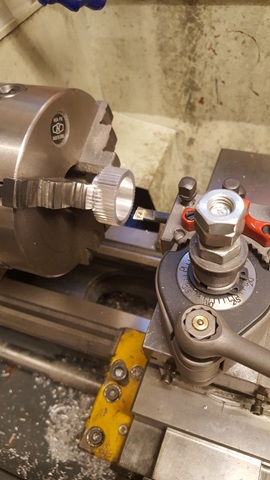


Dann geht es los mit dem Umbau:
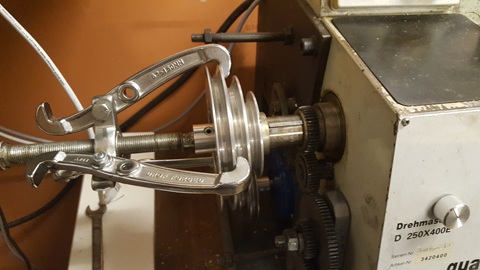
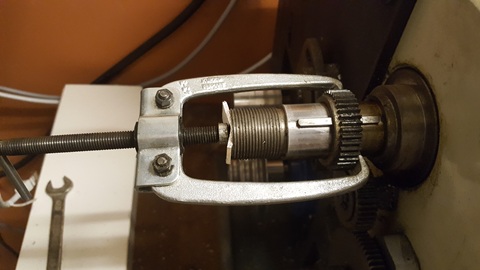

Das rechte Zahnriemenrad ersetzt das linke Zahnrad.
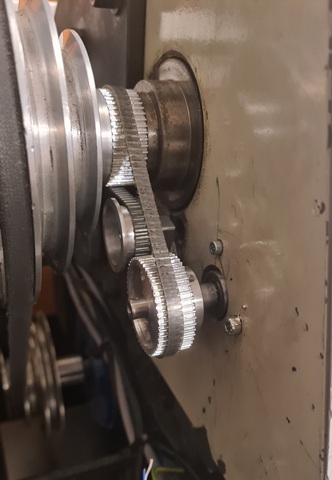
Alles montiert. Für den Halter des Encoders wird noch ein Loch in das Gehäuse gebohrt und darin befestigt. Zum Spannen des Zahnriemen hab ich dann noch eine Umlenkrolle erstellt und montiert.

Der eigentliche Encoder sitzt in dem Geäuse der Spindellagerung, und ist so von Staub und Spänen geschützt.
im nächsten Artikel geht es dann um den Umbau der Leitspindel.